Giriş: Uğurlu Pambıq Təchizatı üçün Yol Xəritəniz
Alıcı və ya dizayner 100% pambıq parçasını təyin etdikdə, onlar mürəkkəb səyahəti başa vurmuş, xam kənd təsərrüfatı məhsulunu mürəkkəb, mühəndislik üsulu ilə hazırlanmış tekstilə çevirən məhsul tələb edirlər.
Fabrik Təcrübəmiz və Təcrübəmiz
20 ildən artıq təcrübəyə malik tekstil istehsalı komandası olaraq biz bu prosesdə çoxsaylı geyim fabriklərinə və ev tekstili markalarına rəhbərlik etmişik. Bizim gündəlik işimiz təkcə parça satmaq deyil; o, bu transformasiyanı idarə edir - xam iplik əldə etməkdən tutmuş büzülmə və rəng davamlılığı üçün laboratoriya sınaqlarının aparılmasına və bir rulon göndərilmədən əvvəl toplu keyfiyyət məsələlərinin həllinə qədər.
Bir çox insanlar əsasları başa düşürlər, lakin uğurlu mənbənin açarı hər mərhələdə qəbul edilən qərarların son məhsulu necə yaratdığını başa düşməkdədir. Niyə bir köynək ipək kimi hamar, digəri isə kobud və tüklüdür? Niyə bir cüt cins şalvar öz formasını saxlayır, digəri isə büzülür? Pambıq necə parça hazırlanır? Cavablar təsadüfi deyil, mühəndisdir.

Bu Bələdçi Niyə Əhəmiyyətlidir
Bu təlimat təkcə dərslik nəzəriyyəsi deyil, minlərlə sifarişlə praktiki təcrübəmizə əsaslanır. Biz sizə hər bir texniki addımı parçalayaraq, xam pambıq qabından tutmuş hazır parça boltuna qədər bütün pambıq istehsalı prosesini izah edəcəyik.
İplik bükümünü təyin etməlisiniz deyəndə, bunun səbəbi siz etmədiyiniz zaman baş verən bahalı uğursuzluqları görmüşük. Bu, tərəfdaşlarımızla paylaşdığımız əməliyyat kitabçasıdır və sizə inamla qaynaq əldə etmək üçün ekspert bilikləri vermək üçün nəzərdə tutulmuşdur.
Pambıq nədir?
Fabrikə girməzdən əvvəl xammalımızı müəyyən edək. Pambıq pambıq bitkilərinin toxumlarının ətrafında qabıqda və ya qoruyucu qabda böyüyən yumşaq, tüklü ştapel lifdir. Botanik olaraq, demək olar ki, tamamilə sellülozadan ibarət olan tekstil sənayesi prosesində ən çox istifadə edilən təbii lifdir. Onun molekulyar quruluşu onu hidrofilik edir (su sevən), bu da ona yumşaqlıq, nəfəs alma və udma kimi əlamətdar xüsusiyyətlərini verir.

Sənaye Məlumatı:
Onun əhəmiyyətini anlamaq üçün qlobal miqyasda nəzərə alın. kimi sənaye hesabatlarına görə Textile Exchange Preferred Fiber & Materials Report, 2023-cü ildə ümumi qlobal lif istehsalı təxminən 124 milyon metrik ton olmuşdur. Bunun 24,4 milyon tonu pambıq lifinin payına düşüb.
Bu makro struktur birbaşa xammalın qiymətinə, mövcudluğuna və istehsal müddətinə təsir göstərir. Bundan əlavə, bu pambığın artan hissəsi (təxminən 28%) bir çox beynəlxalq brendlər üçün kritik uyğunluq və izlənilmə tələbinə çevrilən davamlı proqramların (məsələn, BCI (British Compatibility Index), Organic və s.) bir hissəsidir.
Pambığın həyatımızda çoxsaylı istifadəsi var: pambıq lifləri tekstil sənayesində geyim tikmək üçün istifadə olunur; pambıq toxumu ləpələrindən qida sənayesində yemək yağı hazırlamaq üçün istifadə olunur; pambıq toxumlarının qabıqlarından kənd təsərrüfatı sənayesində göbələklər üçün təbii kultura mühiti hazırlamaq üçün istifadə olunur; pambıqdan isə tibb sahəsində istifadə oluna bilər, pambıq çubuqlar, cuna və s.
Pambıq parça nədir?

Sadə dillə desək, pambıq parça (və ya pambıqdan hazırlanmış toxuculuq parça) xam pambıq liflərinin götürülməsi və onları iplik halına salınması, sonra isə həmin ipliyin toxunaraq və ya toxunaraq əlaqəli struktura çevrilməsi ilə yaradılan hazır materialdır.
Termin pambıq parçanı müəyyən edir, çünki son məhsul tibbi doka kimi nazik, köynək poplin kimi xırtıldayan, trikotaj köynək kimi uzanan və ya ağır denim kimi davamlı ola bilər. Son parçanın xüsusiyyətləri tədqiq edəcəyimiz proseslə müəyyən edilir.
Beləliklə, Pambıq Parçaya Necə Edilir?
Xam pambıq materialından hazır parça boltuna qədər səyahət çoxfazalı parça istehsalı prosesidir. Bunu dörd kritik mühəndislik mərhələsinə bölmək olar:
- Xammalın ilkin emalı: Lifin təmizlənməsi və təmizlənməsi.
- Spinning: Lifdən iplik yaratmaq.
- Parça formalaşması: İpliyin parça halına salınması və ya toxunması.
- Bitirmə: Boyama, çap və son emalların tətbiqi.
Faza 1: Xammalın ilkin emalı (pambıq toxumundan təmiz lifə qədər)
Bu, sabit, təməl mərhələdir. Zəif hazırlanmış lifdən yaxşı parça düzəldə bilməzsiniz. Burada məqsəd yığılmış pambıq toxumundan təmiz, təmiz və düzlənmiş lif zolağına qədər əldə etməkdir.
1) Təmizləmə

- Məqsəd: Pambıq təmizləmə prosesi məhsul yığımından sonra ilk mexaniki addımdır. Onun yeganə məqsədi pambıq liflərini (lint) pambıq toxumlarından ayırmaqdır. Nəticə, hələ də 3%–5% çirkləri (yarpaqlar, gövdələr, kir) ehtiva edən balya lintidir.
- Avadanlıq: Maşın seçimi vacibdir. Mişar təmizləyiciləri yüksək məhsuldarlığa malikdir (10-50 ton/gün) və Dağüstü (orta ştapel) pambığın böyük əksəriyyəti üçün istifadə olunur. Premium uzun ştapel pambıqlar üçün Roller Gins üstünlük verilir. Onlar daha yavaş, lakin daha yumşaqdır, lifin zədələnməsini azaldır.
- Təfərrüatlar: Çırpıcıdan sonra lint sıx tayalara sıxılır. QC-mizdə biz lif bütövlüyünün ≥95% olması və aşağı axın maşınlarına ciddi ziyan vura biləcək hər hansı qalıq toxumların olub olmadığını yoxladığını qeyd edirik.
2) Təmizləmə

- Məqsəd: Lint paketi açılır, qarışdırılır və təmizlənir. Prosesə Açılış (sıxılmış pambıq bloklarının parçalanması), Təmizləmə (qalan çirklərin çıxarılması) və Qarışdırılması (vahid keyfiyyəti təmin etmək üçün müxtəlif bağlamalardan pambığın qarışdırılması) daxildir. Son nəticə ardıcıl dövrə və ya pambıq rulondur.
- Avadanlıq: Bu, bir sıra maşınlardır: Balya Açan, Ön Təmizləyicilər (döyənlər və toz qəfəslərindən istifadə etməklə), Blenderlər və Scutchers.
- Təfərrüatlar: Bu proses tozun (bütün çirklərin 60% ola bilər) və qısa liflərin (<10 mm) çıxarılması üçün vacibdir. Tipik bir bitmiş rulon 20-30 kq, eni 1,5 m və nəticədə alınan ipliyin bərabər olmasını təmin etmək üçün sıxlıq dəyişikliyi 3%-dən az olmalıdır.
Mərhələ 2: İplik (lifdən ipliyə)
İlk əsas şaxələnmə qərarları burada baş verir. Burada seçilən üsullar ipliyin son qiymətini, əl hissini və gücünü müəyyən edəcək.
Addım 1: Təmizləmə Metodunun Seçilməsi (Karded və Daralanmış Seçim)

Bu keyfiyyət üçün "öz macəranızı seçin". Hər bir iplik taranmalıdır, lakin yalnız premium ipliklər daranır.
Seçim A: Kardlanmış Pambıq (Standart, Effektiv)
- Kartinq: Təmizlənmiş pambıq dövrə Tarama maşınına qidalanır… Bu, təxminən 80% paralelləşdirmə ilə taranmış zolaq, liflərdən ip istehsal edir.
- Rəsm: Vahidliyi optimallaşdırmaq üçün 6-8 taranmış zolaq qarışdırılır və Çəkmə Çərçivəsində birlikdə dartılır (çəkilir). Bu iki dəfə edilir. Son çəkilmiş zolaq yüksək dərəcədə vahiddir (bərabərlik <2%) və ~30% daha çox lif birləşməsinə malikdir.
Seçim B: Daraqlı Pambıq (Premium, Yüksək Təmizlik)
- Kartinq: Kartlaşdırılmış proses kimi. Nəticədə yaranan şeridin hələ də 15%-20% qısa lif sürəti var.
- daraq: Bu həlledicidir əlavə addım. Qalan qısa liflərdən 60%-80%-ni və bütün mikro çirkləri təmizləyən son dərəcə incə süzgəc həyata keçirmək üçün iynələr və rulonlardan (300-500 dövr/dəq) istifadə edən Daraqlayıcıya verilir. Son daranmış zolaq ≤5% qısa lif sürətinə və ≥95% lif paralelləşməsinə malikdir.
- Rəsm: Kardelenmiş proseslə eynidir, lakin nəticədə yaranan zolaq daha vahid olur (bərabərlik <1,5%).
Zavod təcrübəsi
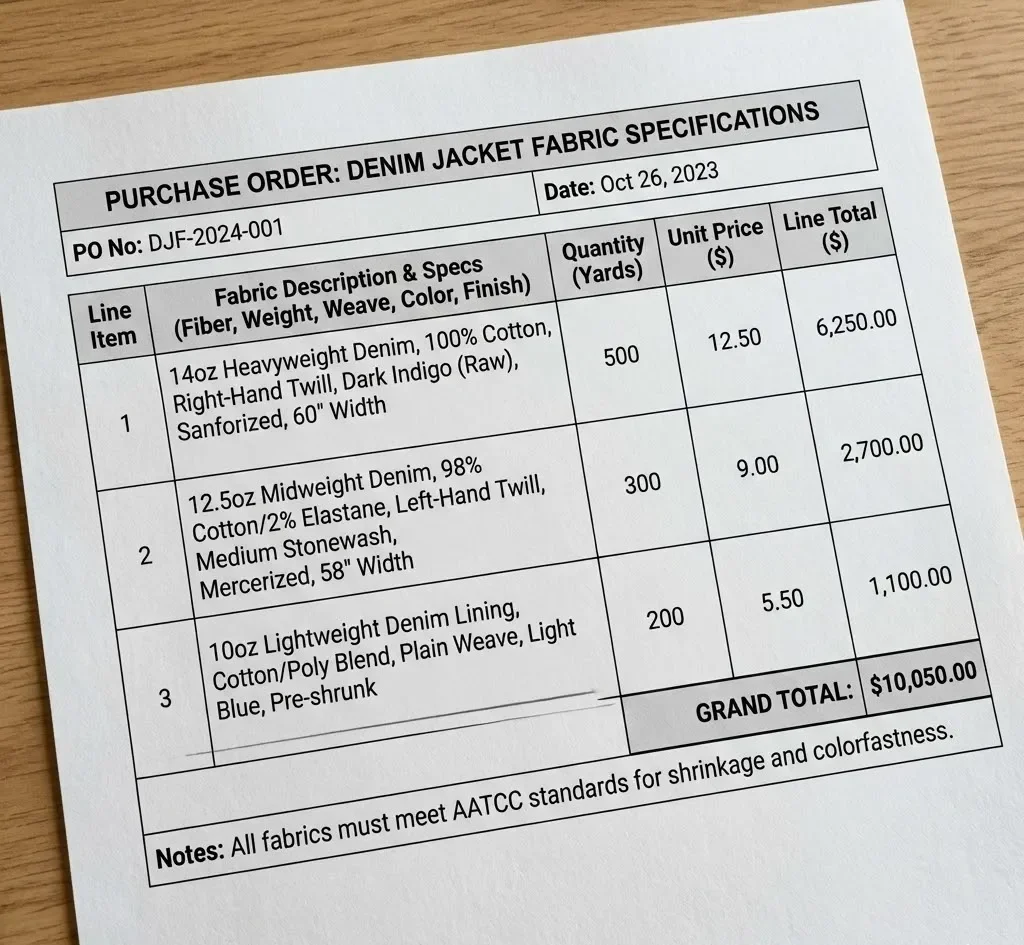
Müştəri yüksək keyfiyyətli tək rəngli köynəklər, premium pima pambıq köynəklər və ya uşaq geyimləri hazırlayarkən, biz həmişə daraqlı pambıq iplikdən, xüsusilə də daranmış üzüklü pambıqdan istifadə etməyi tövsiyə edəcəyik. Daha sonra biz birbaşa Satınalma Sifarişinə (PO) yazacağıq, məsələn, Pilling Resistance (ISO 12945-2) ≥ Dərəcə 3.5 (2000 dövrədən sonra) və Ölçü Sabitliyi (Büzülmə) (ISO 5077 / AATCC 135) ≤ 31.
Niyə? Çünki daranma prosesi pilinqlərə səbəb olan qısa lifləri aradan qaldırır və ipliyin vahidliyi rəngləmə və bitirmə zamanı son parçanı çox daha sabit edir. Bu, aşağı axın keyfiyyət şikayətlərini və müştərilərin qaytarılmasını azaldır. Test üsulları AATCC 135 və ISO 5077 büzülmənin ölçülməsi üçün universal qəbul edilmiş standartlardır.
Addım 2: İplik Prosesi (Karded / daranmış Şlamlar)
Çəkildikdən sonra zolaq fırlanmaya keçir (halqalı bükmə/yığcam üçün) və sonra fırlanır.
1) Sürmə: (Bu addım Open-End spinning tərəfindən atlanır).
Məqsəd: Çəkilmiş zolaq birbaşa bükülmək üçün çox qalındır. Fırlanma onu çəkir (5-10 dəfə uzadır), möhkəmlik üçün bir az burulma (50-100 burulma/metr) əlavə edir və onu bobinə sarır. Nəticədə yaranan "atlama" daha incə, daha möhkəm bir ipdir (0,5-1 q/m).
2) Spinning Metodunun Seçilməsi (3 Seçim)
Bu, ipliyin son hissini və dəyərini təyin edən ikinci əsas qərar nöqtəsidir.
- Seçim A: Ring Spinning (Ənənəvi, Yüksək Keyfiyyətli)
Məqsəd: İncə, möhkəm və hamar iplik yaradaraq, fitili çəkmək və yüksək dərəcədə bükmə tətbiq etmək.
Avadanlıq: Ring Spinning Frame. Fırlama 10-50 dəfə çəkilir və 8000-12000 r/dəq sürətlə bir halqa üzərində hərəkət edən kiçik səyyah tərəfindən bükülür.
Təfərrüatlar: Bu yavaş, mexaniki bükmə prosesi lif uclarını ipliyə etibarlı şəkildə bağlayır. Daha incə ipliklər üçün idealdır (≥32s sayı) və ən yumşaq, ən möhkəm iplik (güc ≥25 cN/tex) ilə nəticələnir. Bu klassik üzüklü pambıq (və ya ringspun) iplikdir.
 İpirilir, Sağda isə Yığcam Fırlanır.")
- Variant B: Açıq uçlu (Rotorlu) əyirmə (səmərəli, qənaətcil)
Məqsəd: Çox yüksək sürətlə çəkilmiş zolaqdan birbaşa orta və qaba iplik yaratmaq (atlama fırlanma).
Avadanlıq: Açıq uçlu (rotorlu) əyirmə maşını. Şerit ayrı-ayrı liflərə açılır, 30,000-50,000 rpm/dəq sürətlə yüksək sürətli rotora (fırlanan stəkan) verilir və hava axını və fırlanma ilə ipə bükülür.
Təfərrüatlar: Nəticədə açıq iplik daha tüklü, zəif (güc ≥20 cN/tex) və daha həcmlidir. Bununla belə, onun istehsal sürəti ring iplikçiliyindən 3-5 dəfə yüksəkdir, bu da onu yüksək qiymətə qənaət edir. Denim, iş paltarı və dəsmal kimi ağır parçalarda istifadə edilən ≤21s sayı olan ipliklər üçün idealdır.
Sənaye Case Study
Açıq uçun seçimi çox vaxt qiymət və səmərəliliklə idarə olunur. Məsələn, iplik maşınlarının rəhbərləri bəyənirlər Saurer Məhsuldarlığı 30%-ə qədər artıra bilən (maşın/şəraitdən asılı olaraq) "SynchroPiecing" kimi texnologiyalarla öz Autocoro rotor əyirmə maşınlarını təşviq edin. Faydalı dəsmallar və ya reklam başlıqları kimi yüksək həcmli, qiymətə həssas məhsullar istehsal edən müştərilərimiz üçün bu səmərəlilik artımı bizə güclü, ağır parçanı yüksək rəqabətli qiymətə çatdırmağa imkan verir.
- Seçim C: Kompakt Spinning (Premium, Ringspun Təkmilləşdirmə)
Məqsəd: Lifləri kondensasiya etmək üçün havadan istifadə edən, tüklülüyünü kəskin şəkildə azaldan və gücü artıran ring spinning üçün təkmilləşdirmə.
Avadanlıq: Əlavə sıxlaşdırma zonası olan halqa fırlanan çərçivə (məsələn, hava emişli perforasiya edilmiş baraban, 0,2-0,5 MPa).
Təfərrüatlar: Bu proses, demək olar ki, bütün səthdəki bulanıqlığı aradan qaldırır (tüklərin çıxarılması ≥80%) və standart halqa əyirmə ilə müqayisədə gücü 10%-15% artırır. Bu, dəbdəbəli köynəklər və super incə yataq dəstləri üçün mükəmməl iplikdir (≥100s sayı).

3) Sarma:
Məqsəd: Son addım. İplikdən çıxan kiçik bobinlər daşınmaq üçün böyük konus formalı bağlamalara (“konuslar”) sarılar.
Avadanlıq: Avtomatik sarma. Bu maşın həmçinin ipi yoxlayır, hər hansı qüsurları (slublar, nepslər, zəif nöqtələr) kəsir və uclarını yenidən birləşdirir, ardıcıl, düyünsüz 1-3 kq konus əldə edir.
Faza 3: Parçanın formalaşması (iplikdən Greige parçaya qədər)

Burada 1D iplik 2D parça olur. Buradakı seçim uzanma, quruluş və sabitliyi diktə edir.
Seçim A: Toxunmuş Pambıq (Sabit Quruluş)
- Proses: Düz bucaq altında iki dəst ipin bir-birinə bağlanması.
- Çarpma: Yüzlərlə iplik konuslardan mükəmməl paralel və vahid gərginlik altında (xəta <5%) böyük əyilmə şüasına sarılır.
- Ölçü: Çözüm şüası açılır və ipliklər möhkəmliyini artırmaq (↑30%-50%) və qırılmanın qarşısını almaq üçün qoruyucu ölçüdə (nişasta/PVA) örtülür...
- Çəkiliş: Hər bir fərdi çözgü ipliyi qoşqu və qamışdan keçir (parçanın sıxlığını diktə edən daraq, məsələn, 20-40 dent/sm).
- Toxuculuq: Çözgü ipləri toxucu dəzgahına yüklənir (Air-Jet, Water-Jet və ya Rapier). Qoşqular xüsusi çözgü saplarını (tökməni) qaldırarkən, arğac ipi yüksək sürətlə (300-500 m/dəq) keçərək parça yaradır. Toxuculuq (Düz 1:1, Twill 2:1, Satin 5:3) qaldırma nümunəsi ilə müəyyən edilir.
Seçim B: Trikotaj Pambıq (Təbii Streç)
- Proses: Bir-birinə bağlanan iplik ilmələri.
- Hazırlanması: İplik konusları sadəcə maşına birbaşa qidalandırmaq üçün çarxın (iplik çarxı) üzərinə qoyulur. Heç bir əyilmə və ya ölçü tələb olunmur.
- Trikotaj: İpliklər dairəvi (mayka parça üçün) və ya düz (yaxalıqlar üçün) toxuculuq maşınında iynələrə verilir, bu da onları bir-birinə bağlı ilgəklərə çevirir.
- Toxuculuq: Ən ümumi üsul. İpliklər üfüqi şəkildə axır. Jersey və Rib Knit kimi elastik parçalar yaradır. Üfüqi uzanma ≥50%, köynəklər üçün mükəmməldir.
- Çözgü Toxuculuq: İpliklər ziq-zaq naxışında şaquli olaraq axır. Triko və ya mesh kimi daha sabit trikotajlar yaradır, tez-tez idman geyimləri üçün istifadə olunur. Nəfəs alma qabiliyyəti ≥500 mm/s.
Faza 4: Bitirmə (Greige Parçadan Hazır Parçaya qədər)
Bu, xam, bozumtul boz rəngli parçaya son rəngini, hissini və funksiyasını verən sehrli mərhələdir. Bu mürəkkəb, çox mərhələli kimyəvi və mexaniki prosesdir.
(A) Ön Müalicə (Əsas Təmizləmə)

- Oxumaq: Parça yüksək sürətlə (80-120 m/dəq) qaz alovu (800-1000 °C) üzərindən bütün səth tüylərini yandırmaq üçün keçirilir (tüylərin çıxarılması ≥90%).
- Ölçülərin çıxarılması: İsti ferment vannası (50–60 °C, pH 6–7) toxuculuq zamanı tətbiq olunan nişastalı ölçüləri həll edir və aradan qaldırır, bu da parçanı yenidən absorbent edir.
- Təmizləmə: İsti qələvi vanna (95-100 °C, NaOH 30-50 q/L) pambıq liflərindən təbii mumları, pektinləri və kirləri təmizləyir.
- Ağartma: Hidrogen peroksid vannası (90–95 °C, pH 10–11) bütün təbii rəngləri çıxarır, nəticədə vahid ağ baza (ağlıq ≥85%) əldə edilir.
(B) Boyama / Çap (Rəng və Naxış əlavə etmək)
, sağ tərəfdə çap (naxış) göstərilir.")
- Seçim A: Boyama (Tək Rəng): Parça boya banyosunda doyurulur. Pambıq üçün, biz əla yuyulma dayanıqlığı üçün güclü kimyəvi bağ yaradan Reaktiv Boyalardan istifadə edirik (dərəcə ≥3-4 hər bir məhsul üçün).ISO 105-C06) və minimal rəng sapması (ΔE <1.5).
- Seçim B: Çap (Nümunə): Rəng ekranlar və ya rəqəmsal printerlərdən istifadə edərək lokallaşdırılmış ərazilərə tətbiq olunur. Daha sonra rəngi düzəltmək üçün parça buxarlanır (100-105 °C), sonra artıq boyanı çıxarmaq üçün yuyulur.
(C) Bitirmə (yekun xüsusiyyətlərin tətbiqi)
1) Əsas bitirmə (tələb olunur):
- Stentinq: Nəm parça bir çərçivəyə uzanır və isti sobadan (120-150 ° C) keçirilir. Bu, parçanı qurudur, onun son enini təyin edir (en tolerantlığı <±1%) və hər hansı əyriliyi (əyrilik ≤1%) düzəldir.
- Sanforizasiya: 1%-3% sabit büzülmə sürətinə nail olmaq üçün buxar və rezin örtüklərdən istifadə edərək son mexaniki ön büzülmə prosesi.
- Yumşaldıcı: Parçaya hədəf əl hissi vermək üçün yumşaldıcılarla (10-20 q/L) son durulama.
2) Görünüşü bitirmə (İstəyə görə):
- Təqvim: Yüksək təzyiqli isti rulonlar parçanı ütüləyir, ona yüksək parlaqlıq verir, düz bitir (parlaqlıq ≥80 GU).
- Emerizing/Fırçalama: Aşındırıcı rulonlar yumşaq, şaftalı və ya qeyri-səlis səth (flanel) yaradır (tüy 0,3-1 mm).
3) Funksional bitirmə (İstəyə görə):
- Qırışlara qarşı müqavimət: Parçaya "asan baxım" xüsusiyyətlərini vermək üçün qatran (DMDHEU 80-120 q/L) tətbiq edilir və bərkidilir (150-170 °C).
- Su itkisi: Səthdən su dənəciklərini çıxarmaq üçün (hidrostatik təzyiq ≥10 kPa) flüorokarbonsuz (20-50 q/l) örtük tətbiq olunur.
- Antibakterial: Bakteriyaların böyüməsini maneə törətmək üçün bitirmə (məsələn, gümüş ionu) tətbiq olunur (öldürmə dərəcəsi ≥99%, yuyulmağa davamlıdır).
- Merserizasiya: Gərginlik altında güclü NaOH məhlulu (28%-30%) istifadə edərək lüks pambıq üçün yüksək səviyyəli müalicə. Bu lifi 20%-30% ilə gücləndirir və parlaqlığını və boya qəbul etmə qabiliyyətini kəskin şəkildə artırır.
Zavod Təcrübə Məlumatları
Bu proseslərin real dünyaya təsirini göstərmək üçün biz tam bitirmə dövründən sonra üç ümumi qrej parça üzərində paralel sınaqlar keçirdik:
| Parça Spec | Büzülmə (ISO 5077 / AATCC 135) | Pilling (ISO 12945-2, 2000 revs) | Nəfəs alma qabiliyyəti (ASTM D737) |
|---|---|---|---|
| Toxunmuş Poplin, 120 q/sm (Daranmış) | -2.0% (Əzgi) / -1.8% (Arğac) | Dərəcə 3.5–4.0 | Yoxdur |
| Toxunmuş Dimi, 260 qsm (Kartlı) | -2.5% (Əzgi) / -2.0% (Arğac) | Dərəcə 3.0–3.5 | Yoxdur |
| Trikotaj Forma, 180 q/sm (Daranmış) | -1.8% (Uzunluq) / -2.0% (Eni) | Dərəcə 3.5-4.0 | 120 sm |
Bu test üsulları Satınalma Sifarişlərimizə (PO) yazdığımız ümumi beynəlxalq standartlardır. Onlara istinad etmək (məsələn, [Xarici Link: ASTM D737] nəfəs almaq üçün) həm alıcının, həm də dəyirmanın keyfiyyət gözləntilərinə uyğun olmasını təmin edir və mübahisələri əhəmiyyətli dərəcədə azaldır.
Pambıq parçanın istifadəsi nədir?
Bu mürəkkəb parça istehsalı səyahətindən sonra son məhsul öz missiyasına hazırdır. Tətbiqlər sonsuzdur və birbaşa istifadə olunan proseslərə bağlıdır:
Geyim Parçaları
Xüsusiyyətlər: Rahatlığa, yumşaqlığa, örtüyə, nəfəs almağa və üsluba üstünlük verir.
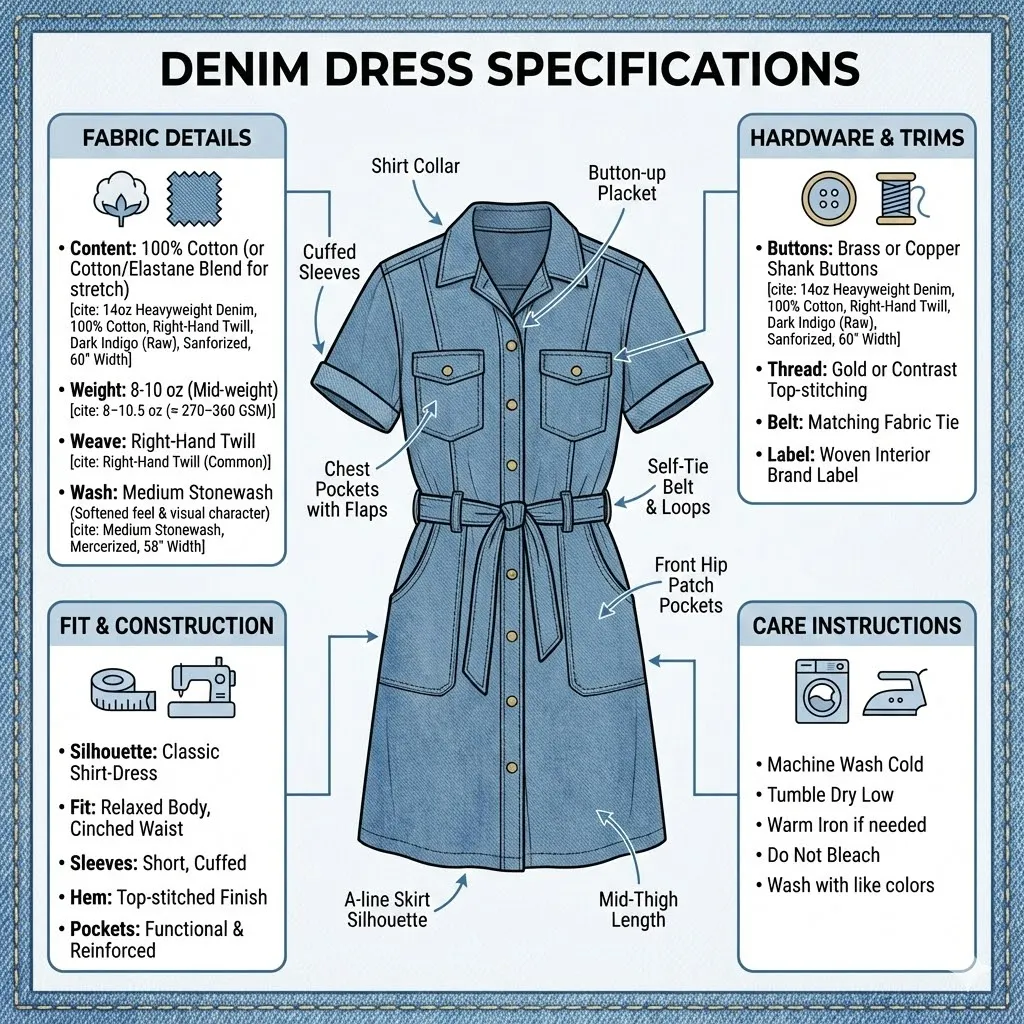
Örtülü parçalar: Forma (Toxuculuq), Poplin (Toxunmuş, Düz), Denim (Toxunmuş, Twill), Fransız Terri (Toxuculuq), Pima Pambıq Parçalar (Material), Saten (Toxunmuş, Satin).
(Bu ünvanda seçilmiş seçimlərimizə baxın [Daxili Link])
Ev Tekstili
Xüsusiyyətlər: Davamlılıq, yuyulma qabiliyyəti, estetik və spesifik funksiyalara (məsələn, uduculuq, işığın qarşısının alınması) üstünlük verir.
Örtülü parçalar: Saten (yataq dəsti), Çaplı Pambıq (Pərdələr), Dəsmal (Toxunmuş, Dəsmal üçün Xov), Kətan (Döşəmə), Flanel (Pjama, çarşaf), Korduroy (Yastıqlar).
Sənaye və Texniki Tekstil
Xüsusiyyətlər: Müəyyən bir funksiyanı hər şeydən üstün tutur - güc, udma, filtrasiya və ya sərtlik.
Örtülü parçalar: Doka (Toxunmuş, Düz – tibbi filtrasiya üçün), Kətan (Toxunmuş, Düz – sənaye tarps, çantalar üçün), Buckram (Proses – geyimdə/kitablarda sərtlik üçün).
Pambıq tədarükü yolları hansılardır?
B2B alıcısı olaraq, bu prosesi başa düşdükdən sonra mənbə əldə etməyin üç əsas yolu var:
Bir treyderdən/topdansatışdan əldə etmək:
Müsbət cəhətləri: Aşağı MOQ, sürətli çatdırılma (stok xidməti), geniş çeşid.
Eksiler: Daha yüksək qiymət, istehsal prosesi və ya spesifikasiyalara nəzarət yoxdur.
Fabrikdən/Fabrikdən satınalma (Birbaşa):
Müsbət cəhətləri: Ən yaxşı qiymət, oxuduğunuz hər addımın tam fərdiləşdirilməsi, tam QC izlənilməsi.
Eksiler: Yüksək MOQ (rəng başına 1000m+ ümumi), daha uzun müddət.
Agent vasitəsilə mənbə:
Müsbət cəhətləri: Hibrid model; alırsınız ekspert rəhbərliyi zavod əlaqələri və QC idarə etmək.
Eksiler: Ödəniş tələb edir a komissiya.
(Hansı yolu seçməyinizdən asılı olmayaraq, peşəkar satınalma prosesi vacibdir. Tam icmal üçün bizimlə əlaqə saxlayın Strateji Pambıq Təminatı Bələdçisi.)
Nəticə
Təvazökar xam pambıq qabığından hazır, yüksək məhsuldar tekstilə qədər pambıq parça istehsalı prosesi dəqiq, kritik qərarlardan ibarət mühəndislik səyahətidir. Hər bir addım – tarak maşınındakı 0,1 mm boşluqdan finiş üçün 150°C sərtləşmə temperaturuna qədər – xərc, performans və hiss üçün dəqiq ehtiyaclarınıza cavab verən parça dizayn etmək üçün çəkə biləcəyimiz bir qoldur.
Pambıq parça keyfiyyəti mücərrəd anlayış deyil; səliqə ilə istehsal olunub.
Bütün bu prosesə tam nəzarət edən bir istehsalçı olaraq, biz təkcə parça satmırıq; texniki həllər təklif edirik. Bu detalları anlayan və icra edə bilən tərəfdaş axtarırsınızsa, sizi dəvət edirik bizimlə əlaqə saxlayın və mühəndislərimizə növbəti məhsulunuzu yaratmağınıza kömək edin.
Tez-tez verilən suallar (tez-tez verilən suallar)
Ringspun və Open-End spinning arasındakı əsas fərq nədir?
Ringspun, lifləri hamar, möhkəm ipliyə (ipi bükmək kimi) bükərək yumşaq, davamlı parça əldə edən ənənəvi, yüksək səviyyəli prosesdir. Open-End yüksək sürətli, qənaətcil bir prosesdir və lifləri ipə dolaşdırmaq üçün havadan istifadə edir və nəticədə daha tüklü, daha sərt, lakin daha sərfəli parça əldə edilir.
Pendirli Pambıq niyə bahadır?
Daranmış pambıq daha bahalıdır, çünki o, lif həcminin 15-20%-ni tullantı (qısa liflər) kimi çıxaran əlavə mexaniki mərhələdən (daraq) keçir. Daha çox xammal və daha çox maşın vaxtı tələb edən daha təmiz, daha möhkəm və hamar iplik üçün mükafat ödəyirsiniz.
Toxunmuş və Trikotaj pambıq arasındakı fərq nədir?
Toxunmuş parça (denim və ya köynək kimi) düz çözgü və arğac iplərini bir-birinə birləşdirərək dəzgahda hazırlanır və onu sabit və struktur edir. Trikotaj parça (t-shirt kimi) bir-birinə bağlı ilmələr yaratmaq üçün iynələrlə hazırlanır, ona təbii uzanma və yumşaqlıq verir.
(Ətraflı məlumat üçün dərin dalışlarımıza baxın: Parça Toxuculuq Növləri İzah olunur və Trikotaj Pambıq Parça).
Parçanın büzülməməsinə necə əmin ola bilərəm?
Satınalma sifarişinizdə Sanforlaşdırılmış (əvvəlcədən büzülmüş) parçanı göstərməlisiniz. Bu mexaniki proses parçanın qalıq büzülməsinin məqbul diapazonda olmasını təmin edir (məsələn, 3% altında). Həmişə bunu standart kimi bir laboratoriya testi hesabatı tələb etməklə yoxlayın AATCC 135 və ya ISO 5077.
Karded və daranmış pambıq arasındakı fərq nədir?
Kardlanmış pambıq standartdır; onun lifləri detangled və hizalanır. Daranmış pambıq taranmış pambığı götürür və bütün qısa, cızıqlanmış lifləri çıxarmaq üçün əlavə daranma addımından keçir, nəticədə əhəmiyyətli dərəcədə hamar və daha yüksək keyfiyyətli parça əldə edilir.